(Straighten, Parallel and Level)
Part 3
Assembly and Soldering

Before we can assemble the horn, we must make sure that
all of the connecting joints and brace sockets are clean of the old solder.
Here Dan uses a dremel tool.

Buffing works good too, sometimes.

Before we solder, we check the fit...
When assembling the slide it is best to make sure all
the joints fit well. It is important that they fit smoothly and correctly.
Not too loose and not too snug as this will interfere with the adjustments
made during the soldering process.

In this shop the SPL assembly process is always done in
a specific series of steps and in the prescribed order developed by Daniel
Oberloh. There is a reason.

make your solder work clean!

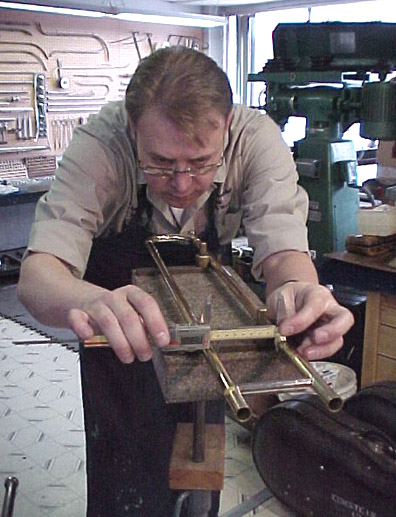
Measuring after the first solder and before the second...
The first step is to lay the slide out parallel and level.
Make sure the crook is set properly and square with the slide. At
this time it is a good idea to double check that the crook is not on backward!
(I've seen it and, well, done it too!)
The first solder is only on the pin (fixed) side of the
crook. The other side is the hinge point that will allow for finer adjustments
on the cross brace at the other end of the slide.
A big tip: When assembling the outside slide,
do so with the bottom (water key) facing up. This is because when the inside
assembly is put together we do so using the outside assembly as a template
and by assembling it upside down we are reversing the effects that play
on the slide through gravity. In other words, when playing the trombone,
the outside slide hangs on the inside assembly that is fixed to the bell.
When we are assembling the slide, the inside is hanging on the outside
assembly. So by flipping the slide over you are creating an environment
that is more likely to deliver better results in how the slide operates
just as long as the tubes are straight, parallel and level.
The next solder is at the cross brace. But first
a measurement is made at the far end about three to four inches from the
cross brace. Using the caliper, the slide is adjusted to the point that
it is dead on with that at the crook end of the slide. You need to go back
and forth, end to end, checking and rechecking.
Allow the first solder to cool completely before starting
on the next. This helps avoid problems with heat expansion that can throw
fine detailed measurements off.

The second solder and then measure again...
...satisfied with the measurements we solder. There is
a trick here as well to avoid expansion/contraction issues due to heat
but I'm going to leave at least a few mysteries for you to figure out on
your own.

The third and final solder on the outer handslide
With the cross brace being soldered we now make the needed
adjustment using the magnetic brass sets. There was a slightbow in the
middle of the slide that has been corrected using one set. The two on the
fixed side are in place to hold the slide stable. The slide is measured
again. Having found our slide within .001" we can now solder the remaining
joint at the crook, opposite that of the first solder joint made.
The final solder locks the manipulated angle set in the slide tubes using
the brass set. Once the solder is completed and the brass sets removed,
the slide will hold the desired dimensions.
Another NOTE:One slight bow of a few thousandths
is workable and easy to iron out. If the tubes have more issues than this,
you are way ahead of yourself and need to get your butt back over to the
leveling stone and back to work getting those tubes straight!

Again, make sure that your solder work is neat!
Yet Another NOTE: Neat clean solder joints at the git-go make cleanup more easy. Sloppy, untidy solder work is apt to present leaks or internal issues. Not to mention that you will most probably wind up trying to fix it later by heating the solder to wipe away the excess and wrecking the alignment work done so far. Been there, done that, learned my lesson the frustrating way.
We are now ready for the inside assembly!
Part 1 - Evaluation and Preparation for Repair
Part 2 - Cleaning and Dent Removal